
Reducer er einn af efnapíputenningunum, sem er notaður til að tengja saman tvær mismunandi pípuþvermál. Það má líka skipta því ísammiðja minnkandiogsérvitringur.
Afoxunarefni: þar með talið ryðfrítt stálminnkunartæki, málmblöndunartæki úr stálblendi og kolefnisstálminnkunartæki.




Framleiðsluaðferð
Hringleikurinn áminnkandiskal ekki vera meira en 1% af ytra þvermáli samsvarandi enda og leyfilegt frávik skal vera ± 3 mm. Efni niðurfellinga skulu vera í samræmi við SY/T5037, GB/T9711, GB/T8163, amerískan staðal ASTM A106/A53 GRB, API 5L, APT5CT, ASTM A105, ASTM A234, ASTM A106, DIN þýska staðla og kröfur viðskiptavina
Minnkari er eins konar píputengi sem notaður er við píputengi. Algengt notaða mótunarferlið er að minnka, stækka eða minnka auk þess að stækka, og stimplun er einnig hægt að nota til að minnka rör með ákveðnum forskriftum.
1. Draga úr mótun/stækka mótun
Minnkandi myndunarferlið við afoxunarrörið er að setja rörið autt með sama þvermál og stóra endann á afoxunarrörinu í mótunarmótið og láta málminn hreyfast meðfram deyjaholinu og skreppa saman til að myndast með því að þrýsta meðfram axial stefnu rör tómt. Samkvæmt stærð afoxunarbúnaðarins er hægt að skipta því í eina pressumyndun eða margfalda pressumyndun.
Stækkandi mótun er að nota túputekkið með þvermál minna en stóra endaþvermál afoxunarbúnaðarins og nota innri deyja til að stækka meðfram innra þvermál túpunnar. Stækkunarferlið er aðallega notað til að leysa vandamálið að ekki er auðvelt að mynda minnkandi með stórum þvermálsbreytingu með því að minnka. Stundum, í samræmi við kröfur um efnis- og vörumyndun, eru stækkunar- og afoxunaraðferðirnar sameinaðar.
Í því ferli að draga úr eða stækka aflögun og pressun skal nota kaldpressun eða heitpressun í samræmi við mismunandi efni og afoxunarskilyrði. Almennt skal nota kaldpressun eins og kostur er, en heitpressun skal notuð við mikla vinnuherðingu sem stafar af margföldun, veggþykkt er of þykk eða stálblendiefni.
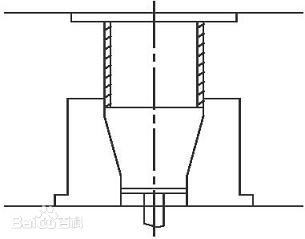
(Skýringarmynd um að draga úr myndun)
2. Stimplun
Auk þess að nota stálpípur sem hráefni til að framleiða afoxunartæki, er einnig hægt að nota stálplötur til að framleiða afstýringartæki með sumum forskriftum með stimplunarferli. Lögun deyja sem notuð er til að teikna er hönnuð í samræmi við stærð innra yfirborðs afrennslisbúnaðarins og stálplatan eftir eyðingu er þrýst og dregin af deyja.
Umsókn
1. Þegar flæði vökva í leiðslum breytist, svo sem að eykst eða minnkar, og flæðishraðinn krefst lítillar breytinga, skal nota aflækkunartæki.
2. Til þess að koma í veg fyrir kavitation við dæluinntakið þarf afrennsli.
3. Við samskeyti með tækjum, eins og flæðimæla og stjórnventla, þarf einnig að draga úr rörum til að passa við samskeyti tækja.
Flokkun
Skipt eftir efni:
Kolefnisstál: ASTM/ASME A234 WPB, WPC
Ryðfrítt stál: ASTM/ASME A403 WP 304-304L-304H-304LN-304N
ASTM/ASME A403 WP 316-316L-316H-316LN-316N-316Ti
ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H
Skipt eftir framleiðsluaðferð:
Það má skipta í að ýta, pressa, smíða, steypa osfrv.
Skipt eftir framleiðslustöðlum:
Það má skipta í landsstaðla, rafmagnsstaðla, skipsstaðla, efnastaðla, vatnsstaðla, ameríska staðla, þýska staðla, japanska staðla, rússneska staðla osfrv.
Pósttími: Jan-03-2023



