
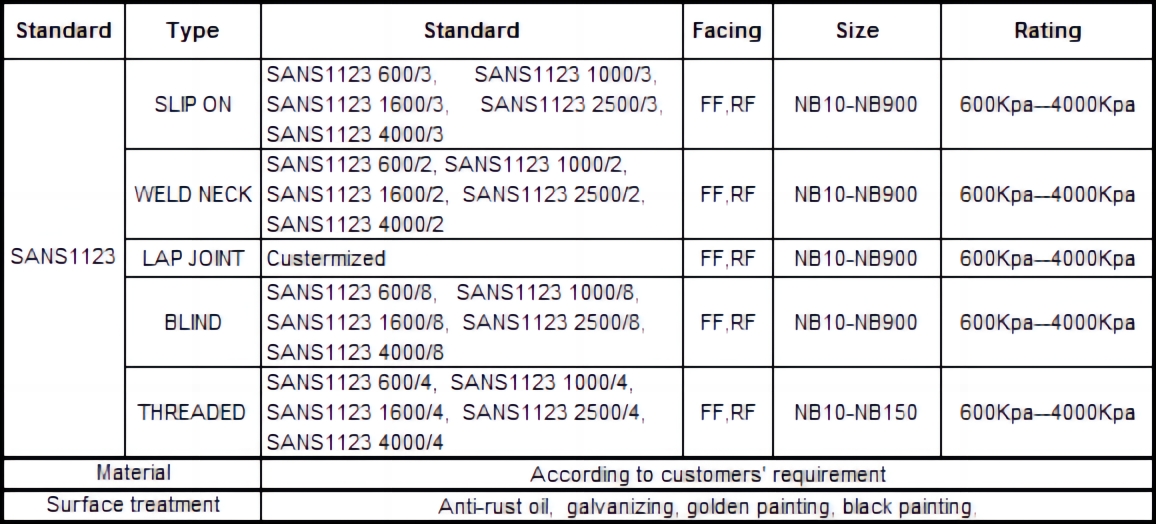
Undir SANS 1123 staðlinum eru til nokkrar gerðir af flönsum, suðuhálsflansum,hringsamskeyti flansar,blindir flansarogsnittaðir flansar.
Hvað varðar stærðarstaðla er SANS 1123 frábrugðið venjulegum amerískum, japönskum og evrópskum stöðlum. Í stað Class, PN og K, notar SANS 1123 sérstaka framsetningu: Til dæmis, með flatsuðuflans á hálsi 600/3, 1000/3, 1600/3, 250/3, 4000/3, með hnakkasuðuflans er mismunandi, 600/2, 1000/2, 1600/2, 250/2, 4000/2, blindflans er 600/8, 1000/8, 1600/8, 2500/8, 4000/8, snittari flans er 600/ 4, 1000/4, 1600/4, 2500/4, 4000/4, laus flans er hægt að aðlaga stærð.
SANS 1123 flansinn er nálægt evrópska flansanum sem er merktur með PN, og þrýstingsmat hans er á bilinu 250 kPa til 4000 kPa, sem er umreiknað í þrýstingsmatið merkt með PN, nefnilega PN 2,5 til PN 40, en viðeigandi hitastig hans er - 10 ℃ til 200 ℃, og viðeigandi hitastig er lítið. Eftir sannprófun kom í ljós að, samanborið við BS EN 1092-1 flans, undir sömu nafnstærð og samsvarandi þrýstiflokki, þó að sumir af stærri nafnstærðarflansum SANS 1123 flansa séu þynnri, ytri þvermál flans, miðju boltagats. hringþvermál, festingarsett og þráðaforskrift, sem ákvarðar hvort hægt sé að festa flansana tvo með festingum, eru í grundvallaratriðum sömu flanstengingarstærð, Þess vegna uppfyllir SANS 1123 flans í grundvallaratriðum kröfur ýmissa pípuefnaflokka í þessu verkefni.
Vegna þess að framleiðslutæknistig suður-afrískra stálröra er almennt á eftir þróuðum löndum í Evrópu og Bandaríkjunum, eru tæknilegar vísbendingar um stálpípur framleiddar samkvæmt suður-afrískum stöðlum lágar og þrýstingsburðargeta er takmörkuð, er suður-afríska stálið. pípustaðall þessa verkefnis er aðeins notaður fyrir kolefnisstálpípur með lágan hita og lágan þrýsting, og kolefnisstálpípur með hönnunarþrýsting > 2,5 MPa eða hönnunarhitastig > 100 ℃ og allar ryðfríu stálpípur samþykkja bandaríska staðla. Efnasamsetning og styrkleikavísitala stálpípuefna í suður-afrískum stálpípustöðlum og amerískum stálpípustöðlum hefur ákveðinn mun og sumar stálpípur hafa mismunandi ytri þvermál (sjá töflu 1, svo sem DN65). Þrátt fyrir að hægt sé að leysa vandamálið með mismun á efnissamsetningu stálpípunnar í báðum endum suðunnar með vali á suðustöngum og endurbótum á suðuferlinu og vandamálinu við muninn á ytri þvermáli suðu. Hægt er að leysa stálpípu á báðum endum rasssuðunnar með þrepaðri klippingu, þetta veldur eflaust miklum erfiðleikum við lagnagerðina og er ekki til þess fallið að tryggja byggingargæði. Hægt er að ná þéttingartengingunni með samvinnu flans, þéttingar og festingar. Þéttingin aðskilur flansana á báðum endum og festingin þarf ekki sama efni flansanna á báðum endum. Þess vegna er hægt að leysa muninn á efnissamsetningu og ytra þvermáli stálröranna í báðum endum. Þegar öllu er á botninn hvolft fer tenging stálröra með mismunandi stöðlum venjulega fram á þeim stað þar sem pípuefnisflokkurinn breytist. Slíkir samskeyti eru ekki margir og notkun flansa mun ekki auka kostnað við verkefnið.
Pósttími: Mar-02-2023



